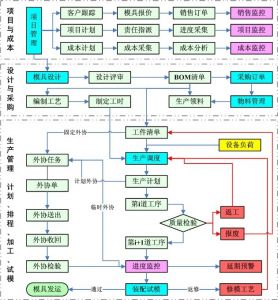
質量管理是指確定質量方針、目標和職責,并通過質量體系中的質量策劃、控制、保證和改進來使其實現的全部活動,EMBA、MBA等主流商管教育均對質量管理及其實施方法有所介紹。
注塑行業的質量管理更是尤為重要,那么注塑車間的質量管理要注意哪些呢?微締MES注塑行業管理軟件為你一一簡答:
1.產品開啤時調機人員需自檢,自己認為OK后再開送檢單(附樣品)給品管部確認。
2.堅持“三不”原則,即沒有“機位作業指導書”、“注塑工藝條件表”、“膠件質量標準表”及品管部末確認不進行批量生產。
3.注塑生產過程中需有:產品確認OK板、缺陷限度樣板、顏色板、問題樣板、加工部位樣板、試裝樣板及不良品樣板等。
4.“優質產品是生產制造和管理出來的”,注塑部各級管理人員、技術人員、作業員均需增強品質意識,加強生產過程控制,做好注塑件質量的自檢、巡檢工作,對照客戶確認的樣板加工生產。
5.做好注塑部現場擺放不良品、合格品、待檢品、待加工品區域的規劃工作,不同品質狀態的膠件要標識清楚,并分類/分區擺放,防止混亂。
6.對注塑生產過程中出現的品質問題應及時分析原因/積極處理,每套模具夠數落模時,要檢討產品質量及模具狀況,并留取樣板予以維修,力求持續改善。
7.加強對各崗位人員的品質培訓和技能培訓工作,產品質量優劣決定于每個崗位、每個細節、每個人的工作質量的好壞。
8.做好交接班時的品質交接工作,確保下一班不重復上一班生產中所出現的品質問題,并搞好膠件的包裝、存放和管理工作。 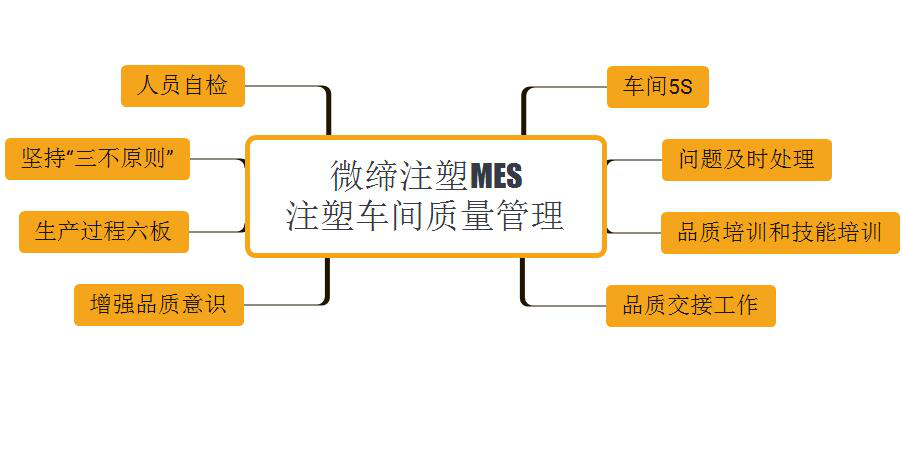
A.檢查膠件質量的部位
水口位、扣位、行位、螺絲柱位、孔位、頂針位、骨位、側邊位、字嘜位、絲印/移印位、角位、蝕紋位、配合位、加工位、拋光位、水平位、第一觀測面、第二觀測面、第三觀測面
B.控制膠件質量的時間
轉模開啤時 修模再啤時
開始接班時 吃飯換人時
調校工藝時 停機開啤時
使用夾具時 轉料/換色時
落班交班時 換人開機時
改變包裝時 缺陷加工時
退貨返工時 巡查機位時
下一篇:微締模具圖紙與制程管理系統