沖壓,是在室溫下,利用安裝在壓力機上的模具對材料施加壓力,使其產生分離或塑性變形,從而獲得所需零件的一種壓力加工方法。

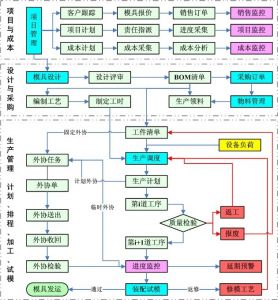
通過對工廠沖壓車間的生產和管理現狀的分析,結合沖壓車間生產的信息化目標,總結沖壓車間生產管理的核心功能,主要包括:計劃調度管理、生產實績管理、生產指示管理、統計過程控制、設備維護管理、全程質量管理、人力資源管理七大方面。
計劃調度管理
微締MES根據上層系統給出的計劃及制造工藝路線,對產品的生產進行每個工序工位的詳細調度,通過有限資源能力的作業(yè)排序和調整來優(yōu)化車間性能。其中包括對產品定義工藝路線,根據工單、序列號進行跟蹤指導。
生產實績管理
微締MES通過獲取生產線的產量數據、停線時間、產品的一次合格率等生產效率和生產決策要素,對整車生產各個管理點的信息采集管理。
將實際制造過程測定的結果與過去的歷史記錄和企業(yè)制定的目標以及客戶的要求進行比較,以報告或在線顯示的方式輸出,用以輔助業(yè)績的改進和提高,通過系統自動計算的形式對生產實績進行管理 。
生產增加更詳細的批次管理,從卷料入庫到沖壓件出庫的批次管理,便于追溯。
同時,對返修、報廢進行系統內管理,提供返修出庫、返修入庫、報廢等功能操作,以便于車間產成品庫存的狀態(tài)轉換。
生產指示管理
資源監(jiān)控:在生產執(zhí)行過程中,不管是人還是機器設備,包括工具、物料的如何協調配合進行生產,都需要系統來進行指示操作,而且系統需要跟蹤每個產品、重點工序現在的工作狀態(tài)和剛剛完工情況。
狀態(tài)監(jiān)控:監(jiān)測到產品的適時狀態(tài),工序的生產情況,關聯設備、生產線運轉的適時情況如何,對設備運行情況的掌握,對生產設備的適時監(jiān)控,對設備可動率的分析,對生產性、計劃/實際差異分析。
結合計劃調度管理和生產實績管理,微締MES通過與生產現場大屏直接接口,顯示生產計劃、生產實際;此外,對生產現場進行指導,換零件生產時,進行大屏提示。
統計過程控制
在實際生產中,經常會要求對某個工段、某個時刻、某個期間的在制品、零件消耗、下線產量的統計,通常在物理點上以關鍵工位和特殊的環(huán)狀工序為為分界點,通過統計過程控制,能夠為預測車輛的預定交貨期提供可靠的數據支撐。
通過生產實績管理,微締MES對半成品、成品的生產、在制情況進行統計,同時反過來對于后期的計劃編排提供數據支撐,以便更合理的安排生產。
設備維護管理
對數控機床、軌道托盤、旋杯、工控設備的狀態(tài)進行生產監(jiān)控,并同時進行數據收集和維護指導等相關措施。
根據監(jiān)控、收集的數據,微締MES對機器設備進行有針對性的維護,保證機器設備和相關資產的正常運轉,以實現企業(yè)的相關目標要求。
全程質量管理
通過監(jiān)視工位、工件在任意時刻的位置和狀態(tài)、扭矩等測量參數的記錄來采集每一個產品的歷史,微締MES向用戶提供零件或總成的批次及每個最終產品使用情況的可追溯性。
對于沖壓加工中的不良品,提供返修管理,并統計不良品的返修成功和報廢情況。
人力資源管理
指導:提供按分鐘級更新的員工狀態(tài)信息數據,根據人員資歷、工作模式、業(yè)務需求的變化來指導人員的工作。
跟蹤:對工序工時、生產效率進行追蹤,能夠省去人工報表,以分鐘為單位提供每個人的狀態(tài),再根據時間效率的對比,結合出勤報告,效率跟蹤,及行為規(guī)范等間接的行為跟蹤人力能力。主要記錄班次的上下班,可以跟蹤到產成品生產時的班次信息。
總之,微締MES以上七個方面的功能,涵蓋了從計劃到執(zhí)行,以及計劃的調整反饋整個生產過程管理的方方面面,實現了沖壓車間的生產管理系統化,減少了各種生產數據的人工錄入以及統計,保證了生產數據的實時和真實性,真正提高了沖壓車間的生產效率。