近一年來隨著“中國制造2025”的貫徹執行,國家工信部對智能制造示范工程也有了更具體的要求,沖壓行業一些領軍企業已經開始啟動“智能制造”的發展戰略,但如何務實的做好這項重要工作,結合筆者所負責的三個“智能制造”項目,談一些體會供大家參考。
目前,國家工信部對零部件企業申報智能制造示范工程應具備的要素條件為:
⑴車間/工廠總體設計、工藝流程及布局均已建立數字化模型,并進行模擬仿真,實現規劃、生產、運營全流程數字化管理,相關數據進入企業核心數據庫。
⑵采用三維計算機輔助設計(CAD)、計算機輔助工藝規劃(CAPP)、設計和工藝路線仿真、可靠性評價等先進技術。產品信息能夠貫穿于設計、制造、質量、物流等環節,實現產品的全生命周期管理(PLM)。
⑶建立生產過程數據采集和分析系統,能充分采集制造進度、現場操作、質量檢驗、設備狀態等生產現場信息,并與車間制造執行系統實現數據集成和分析。
⑷建立車間制造執行系統(MES),實現計劃、排產、生產、檢驗的全過程閉環管理,并與企業資源計劃管理系統(ERP)集成。
⑸建立車間級的工業通信網絡,系統、裝備、零部件以及人員之間實現信息互聯互通和有效集成。
⑹建立企業資源計劃管理系統(ERP),并投入實際運行,其中供應鏈管理模塊能實現采購、外協、物流的管理與優化。利用云計算、大數據等新一代信息技術,在保障信息安全的前提下,實現經營、管理和決策的智能優化。
沖壓企業開展“智能制造”工作的重要條件為:⑴企業法人高度重視,并任項目總負責人,便于順利推進;⑵企業綜合管理水平處于行業較先進水平;⑶已經在局部應用ERP系統;⑷擁有熟悉ERP、了解PLM、MES等系統的IT團隊。
務實的開展“智能制造”工作
首先企業與軟硬件系統供應商共同組成一個專門小組,在充分調研企業的管理、生產、技術、設備、信息化、人員素質、企業文化等現狀的基礎上,按照”國家工信部智能制造示范工程具體要求”,結合本企業水平制定一個可行的“智能制造”整體工廠規劃,同時再根據企業自身的管理資源情況,制定可持續的、培養式的信息化、自動化等方面的實施方案,推進應遵循總體規劃、分布實施、不斷深化、持續改善的原則與思路。
一般較好的企業已經實施ERP信息化管理近十年,采購、銷售、發票等模塊運行已相當穩定,在原有供應鏈與財務模塊的基礎上,都希望增加生產制造執行的管理,來加強對車間現場的生產執行管控,梳理改善企業各部門的業務流程,實施規范化的管理體系運行機制,提高工作效率。同時加強車間作業的自動化程度,減少直接人工操作,降低生產成本,增加企業的核心競爭力。
目前沖壓企業普遍存在的問題:
⑴生產現場的信息化與自動化程度不高。
⑵產品沒有進行批次管理,無法實現品質追溯,也無法快速反映各批半成品的在制情況。
⑶車間半成品流轉時大多沒有規范的標簽進行標識,產品名稱、后接工序與裝箱數量等信息依靠人工記憶。
⑷目前上線的ERP系統,雖然有生產執行部分,但因軟件及操作問題等原因,沒有正常運行。
⑸生產不連貫,因為每道工序效率的不同,經常出現半成品的堆積。在多道工序連續生產時,半成品裝箱擺放凌亂。
對于企業的新車間項目,可以按照國家“智能制造”標準進行策劃和實施,相對于現有企業“智能制造”改造和升級而言,更為容易實施。
現有企業實施“智能制造”可從體系建設和現場精益管理入手,同時引入全員創新機制建設,在此基礎上,開展制造工藝改善和生產設備自動化改造,為信息化改善的數據采集打下堅實基礎,而ERP、PLM、MES、OA系統的全面實施,也將促進企業管理及智能制造系統改造的進一步完善,如圖1所示。
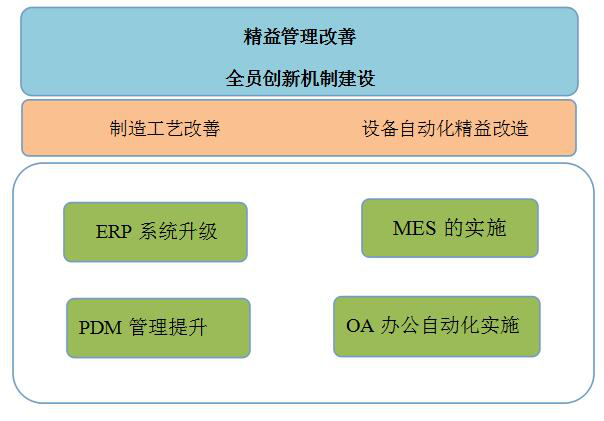
圖1 企業實施“智能制造”系統工程的三個階段圖
管理改善
⑴體系建設管理改善。
主要是業務流程梳理,以及ISO/TS管理體系的落實程度。
1)基于企業戰略目標建立企業整體流程框架和流程清單。
2)關鍵流程梳理和制定,包括工藝數據維護流程、批次管理流程、計劃管理流程、質量管理流程等。
3)輸出流程的標準化工作指南。
4)現有ISO9000\ISO14000\ISO18000及TS16949標準體系材料收集分析、整合優化。
5)統一管控,包括存放、發布、更新等。
⑵現場精益管理改善。
精益管理在現場改善、高度標準化、安全生產、降低成本、準時交貨以及塑造企業形象并創造舒適的工作環境等方面可以發揮巨大作用,精益管理的基礎內容是整理、整頓、清掃、清潔、素養,但大多數沖壓企業不能持之以恒按標準執行,直至養成自覺的習慣,目前針對沖壓企業主要是加強車間現場對半成品擺放位置與工作點的可視化管理,打造整潔規范的生產現場;通過推行精益管理,在企業內部養成遵守標準的習慣,養成嚴謹的工作態度,使得各項作業均按標準要求運行,結果符合計劃的安排,并使產品在衛生狀況良好的環境下完成、保管直至交付客戶,質量得以穩定;同時企業具有一支良好素養的員工隊伍,常常更能博到客戶的信賴。
⑶全員創新體制建設。
推動企業全員創新的平臺建設,基于全員改進/創新方法,建設企業創新機制,推進全員崗位創新工作深入持久地展開,增強內部活力,不斷增強職工的創新意識,提高企業的創新能力。
全員創新平臺建設主要按以下幾點進行:
1)創新理念介紹,提高人員士氣,懂得從下向上提出改善建議的益處。
2)活動方法介紹,學習利用科學手法,運用到實際的工作中,達到改善效果。
3)組織體系搭建,組織機構成立,從上向下推動全員創新改善活動。
4)流程體系搭建,建立活動體系流程,讓整個活動更加規范順暢。
5)網絡平臺建設,利用互聯網平臺建設,將信息集成化,統一平臺管理。
生產自動化改善
⑴制造工藝的改善。
主要提高模具設計制造的能力與標準,以適應產品的規模化、批量化生產;規范生產過程中工藝、質量控制的一個或一套文件,包括規定生產所用原料的質量、數量及生產工藝說明、注意事項等,制造工藝的改善最大限度消除生產現場的各種浪費現象,建立同步生產的流程型生產線,以提高生產效率和產品合格率,減少生產成本,降低工人的勞動強度,減少或消除在制品庫存,縮短生產周期,適時完成訂單生產,為設備自動化改造打下良好的基礎。
⑵生產設備自動化改造。
具備穩定的產品設計和多種加工工藝能力、擁有較高的產品需求量以及較長的產品壽命需求的企業可根據自身的生產工藝、裝備水平等因素定制幾種能適應產品種類變更、具有多自由度運動功能的柔性沖壓自動化設備,它能取代人工在各個工位上進行物料沖壓、搬運、上下料等工作,節約人力勞動成本,提高人工及設備的安全性,保證了產品產能、質量、工藝的穩定性。
信息化改善
⑴PDM系統提升為PLM系統管理。
納入所有文檔管理,包括產品設計、生產工藝、模具制造、質量管理等,使工作流程規范化。把PDM擴展到模塊化的PLM平臺,各模塊基于統一業務模型架構,統一數據庫,統一基礎組件,整合現有的平臺,以達到支持智能研發的協同管理,進行貫穿產品的整個生產制造全過程的管理,提高現場數量、質量管理的精準度,滿足客戶對品質追溯的管理要求。
⑵生產執行系統MES的實施。
優化整個車間制造過程,實時收集生產過程中的數據,并作出相應的分析和處理。通過計劃層和控制層的信息交互,以及企業的連續信息流來實現企業信息全集成。及時報警提示生產異常,并給出處理指導,加強車間現場生產、質量等方面的系統管理,提高信息化程度;增加車間的搬運機械手生產,提高自動化程度;實現系統發送生產指令到機臺,操作工領取生產任務,開始生產后系統自動記錄加工數量、開始及結束時間;規范生產流程與半成品周轉擺放原則,減少半成品的積壓,改善現場物流的周轉;在信息化與自動化的結合下,打造一個可展示的智能制造現場。
⑶企業ERP的進一步實施,提高企業信息化管控水平。
PLM及MES系統所提供的數據使ERP系統的功能進一步完善,以這三大系統為主融合而建立的大數據庫對庫存、物流配送等物資狀態的數據收集及分析使物流周轉更加標準化,也使企業的財務管理更加透明化,這不僅優化了企業的管理流程,也徹底解決了信息孤島達到數據資源共享,為高層管理人員提供及時、準確的決策數據,便于實現企業經營管理的全過程控制。
⑷OA管理系統的實施。
對以事務處理為基本功能的辦公自動化系統的應用,企業必須對自身的管理問題有深刻的認識,對OA系統有明確而具體的實施需求,對系統二次開發予以重視,這是該系統實施成功的前提。在實施過程中,可以通過整合業務流程,加強業務管控、降低運營風險;通過運用多種溝通方式打通信息通道;在整個框架內,通過績效評價保證目標的有效性,這都需要決策層、管理層、執行層共同為之努力,以實現對企業各級層工作安排及進展情況的有效跟蹤,對工作匯報進行有效的資源調度,積極敦促企業目標的落實,最終實現縮短管理時間周期,間接提高企業的有效產出,改善企業的盈利能力。
結束語
在現有工廠進行“智能制造”升級改造是一項艱巨、復雜的系統工程,它涉及方方面面的利益及習慣,尤其開始實施階段阻力非常之大,這也是筆者提出企業法人要親自掛帥的原因。未來5~10年行業領軍企業一定會共享相關數據,并能夠看到上下游終端信息。無法共享信息的企業由于缺乏對全球相關資源情況、市場發展趨勢、企業運行狀況等諸多方面的掌握,而無法成為核心供應商,甚至無法進入產業鏈,最終定會被淘汰。
智能制造是一個全新時代,它將徹底顛覆沖壓企業的運營模式和管理體系,同時移動互聯網的融入將成為沖壓行業新一輪發展的制高點,而這一切才剛剛開始。
下一篇:微締汽車零部件MES系統