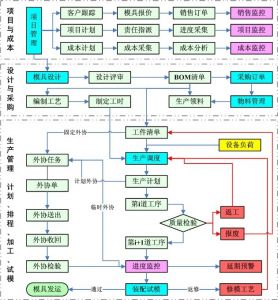
針對零部件生產企業來說,目前大部分生產計劃制定分為三層生產計劃“由上而下”按計劃生產。即依據銷售訂單以及客戶的要求,按照交付日期由生產計劃部門結合產能以及工藝等依據,制定車間的生產計劃。交付車間后,再由車間制定工序生產計劃,然后由工序組長依據車間計劃再分派到每天每個機臺生產任務。這種生產計劃存在如下缺陷:
1)生產部門制定生產計劃,對各車間的設備資源負荷以及產品生產進度在制品等信息掌握不完整,也不及時。因而制定的計劃不足以有效指導車間的生產。只能起到生產通知效果。即什么時間到什么時間,生產什么產品,多少數量而已。
2)生產車間再依據生產計劃通知,然后制定車間的生產任務計劃,再交由工序組長分派到具體工序以及機臺每天的生產任務。通過車間統計人員把每天各工序機臺的生產產量,質量狀況統計匯報到車間。由于人工統計一般都是每天一次,因此,生產過程中隨時發生的異常以及延期等,不能及時有效的反饋出來。因而也不能得到及時處理與響應。
3)整個生產執行狀態主要依據生產人員各次的經驗進行,無法做到定單交期的可預知性與生產狀況的均衡性等全局化安排。
為此,微締公司依據零部件行業生產特點,結合多年在調度排產行業積累的豐富經驗,針對零部件制定了一系列的計劃排產。
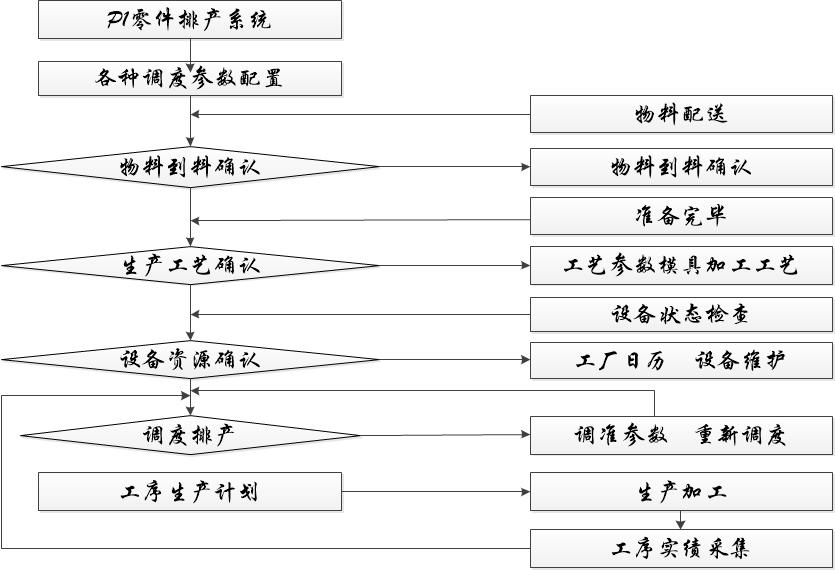
微締公司調度排產的基本原理:
1.依據定單交付日期與數量要求(或批次送貨計劃或 每周固定時間的滾送貨動計劃),將產品訂單總數量,以此分解為產品不同批次生產計劃(產品數量+產品交付日期作為一個獨立的產品批生產計劃)。該信息通過與原ERP系統對接實現。
2.再依據每個產品生產工藝及工序,流轉時間,生產周期,最少轉移量等諸多要素,結合產品交付計劃要素,從噴漆包裝到素研處理,機械加工,再到壓鑄件生產,根據各次工序的生產時間等約束條件等要素進行工序倒推,核算出該產品第 i 道工序的最晚開工時間以及最早開工時間。
3.在系統中根據各零件在各道工序生產的工序生產任務,結合生產工藝以及模具狀態,設備資源負荷及設備狀態,再依據訂單或客戶的重要度,最少等待時間,產品的半成品庫存,等條件結合各次要素的權重百分比,通過微締調度排產功能,實現計算機的自動調度排產,生成一個個零件Pi在工序級機臺生產優先順序的加工任務。 然后通過人工進行派工生產,再通過人工統計進度進行任務在系統中的提交實現進度管控。
4.對每次調度排產后,系統自動依據調度結果判斷產品在開工前是否滿足交付要求,如果延期將自動生成產品延期交付的預警信息。然后,再通過人工調整相應的調度參數,再進行調度排產,車間進行幾條任務的安排生產。
5.對生產調度過程中,系統還支持:零件的指定生產日期與指定生產機臺等的鎖定功能;調度參數的人工調整功能,資源負荷的查詢以及進度的展示功能。
6. 在各道工序產生了零件級產品的工序生產計劃,調度排產時約束條件應滿足如下條件 。如P產品的Pi零件。
1)Pi零件的交期要求;
2)P產品的客戶或訂單的重要度;
3)Pi零件的生產工藝約束;
4)Pi零件的模具工裝與設備約束;
5)Pi在該工序的生產周期*生產數量的時間約束;
6)Pi工序生產準備時間;
7)Pi產品往下道工序流轉的搬運時間;
8) Pi產品在本工序最小批量轉出生產時間;
9)本工序最早開工時間
10)本工序最晚開工時間
微締公司調度排產系統經調度排產,在考慮上述條件的約束后,按照交期優先原則,最終確定出Pi零件在該工序生產的最晚開始時間以及最早開始時間區間。然后再經過計算機把其他所有的零件按照此原理進行大量的運算,進行系統的統一調度安排。最終確定所有零件在各工序機臺的生產任務清單,即零件在各工序的生產加工順序也即調度排產結果。
經過微締APS調度排產后,系統直接生產各車間每機臺每天的生產任務清單。即調度排產直接排到每臺設備的每天生產任務,可以展示與打印出每個工序每機臺的生產任務清單。通過快速優化計算機調度排產,實現工廠生產均衡化以及可預知性。提高交付率。對延期的零件產品倒推出定單,進行延期預警。
上一篇:微締食品MES功能模塊概述
下一篇:微締MES系統模具ERP智能工廠