近年來,隨著JIT(Just In Time)、BTO(面向訂單生產)等新型生產模式的提出,企業開始認識到要從最基礎的生產管理上提升競爭力,重視信息的準確性及時性,規范流程,意識到通過MES系統的引入,能夠充分發揮企業信息化的作用,提高企業競爭力,為企業帶來預期效益。MES在國外已經廣泛的應用,而國內也有不少企業對MES產生了濃厚的興趣,本文主要介紹柔性生產線與MES系統的集成控制。
柔性生產線概述
本文介紹柔性生產線如圖1所示,主要由多列庫單元、沖剪復合單元、激光切割單元、機器人折彎單元等組成。
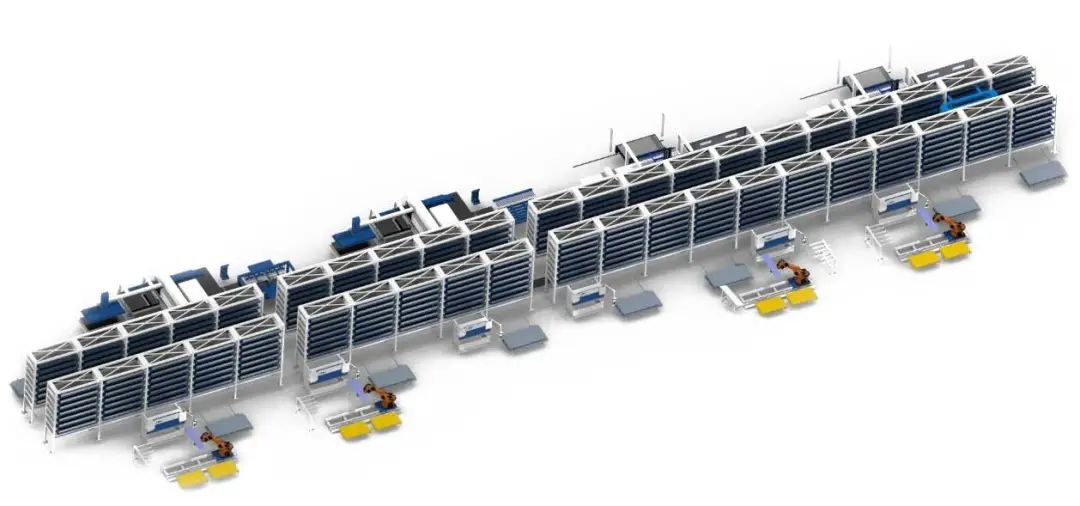
多列庫單元
多列庫單元主要由貨架、巷道式堆垛機、進出庫工作臺、WCS系統、WMS系統等組成。用于板材的存儲、信息管理,以及將板材輸送到各個設備端進行加工。
沖剪復合單元
沖剪復合單元主要由上料裝置、沖床、直角剪裝置、分選裝置、碼垛裝置等組成;從多列庫中取出板材進行沖壓、成形、滾筋、打標等工藝加工,并剪切成每個半成品零件,由碼垛裝置將不同零件分類堆垛,再存儲到貨架上。
激光切割單元
激光切割單元主要由上下料裝置、激光切割機、交互工作臺等組成;從多列庫中取出板材進行切割加工,由上下料裝置進行分揀,再存儲到貨架上。
機器人折彎單元
機器人折彎單元主要由上料臺、定位工作臺、翻面架、機器人、折彎機、下料臺等組成。用于將沖剪復合單元/激光切割單元加工的部分零件折彎成各種客戶所需的半成品,通過人工轉運到下道工序。
MES系統概述
MES系統應用架構
MES系統與ERP、多列庫物流控制及管理系統、沖剪復合單元、激光切割單元、機器人折彎單元等軟件、硬件互聯,實現協同作業,如圖2所示。
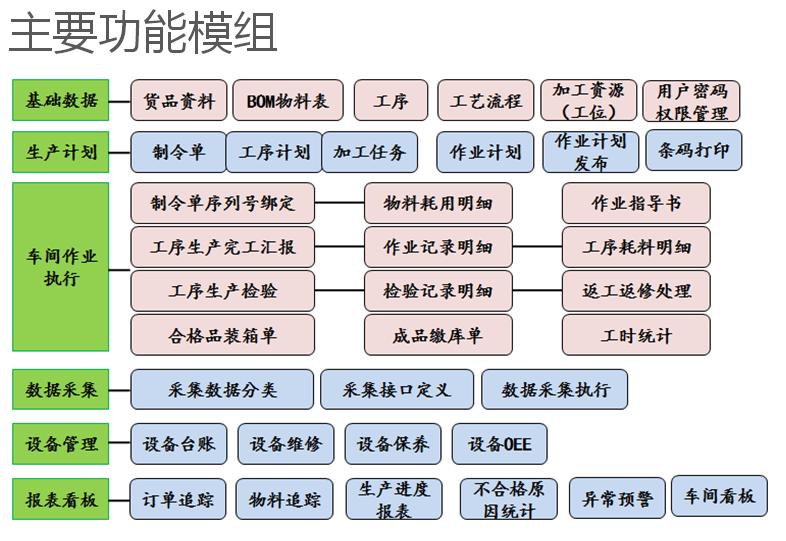
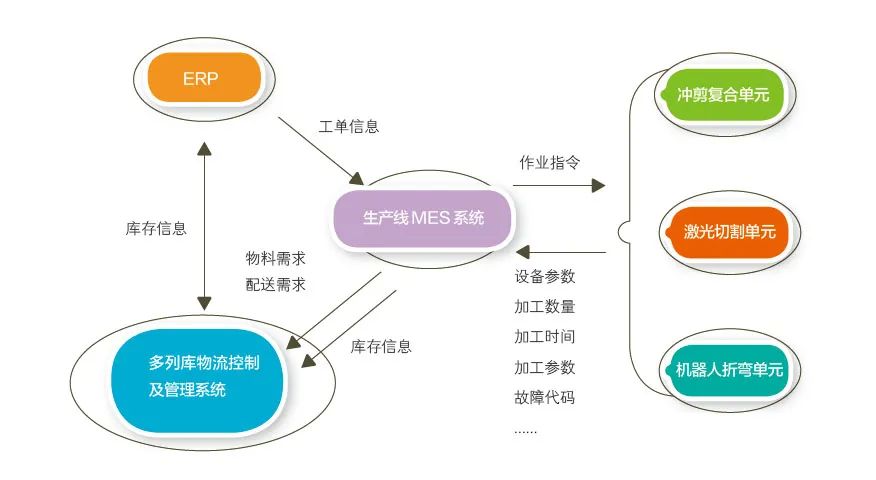
圖2 MES系統應用架構
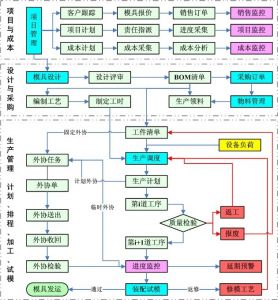
MES系統控制流程
MES系統主要控制流程如圖3所示,首先建立作業計劃,進行物料檢查,在不缺料的情況下進行加工排程,將作業計劃下達到各設備端,由設備端發出用料請求后,多列庫單元進行物料的配送,配送完成后,設備端開始生產,生產完成,進行半成品的入庫申請,物料入庫,報工。
MES設備管理
建立MES系統資料維護模塊。可以維護系統零件物料信息、原材料信息,單位信息,物料類別信息,設備狀態信息等相關基礎資料。
建立單獨的設備管理(包含系統內所有的設備,比如:多列庫單元、沖剪復合單元、沖壓單元、激光切割單元、機器人折彎單元等),維護好設備檔案及相關保養信息,定時提醒用戶保養并保存保養記錄。
MES任務管理
用戶整理好生產任務清單,包含生產物料編碼、圖號、生產優先級、NC程序ID、生產設備號、生產任務數量等信息。并將任務信息推送到設備執行,包含任務所需要的原材料信息和NC程序信息。
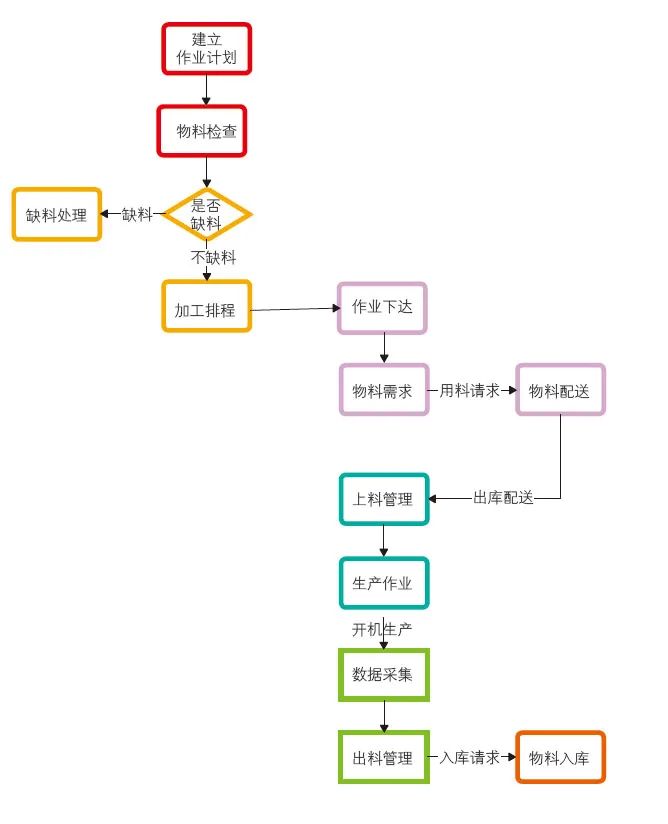
圖3 MES系統控制流程
生產作業員在MES系統中生成生產工單,并將工單下達到設備,對應設備編號的設備在收到生產任務后開始加工。
報表管理可以對生產信息、任務信息狀態、設備狀態信息等系統相關信息進行統計。
生產派單應用
MES生產工單派發
MES系統接收到新的生產任務時,由派單員點擊創建工單并調整任務生產順序后下達到設備,設備接收到任務后第一個任務需要由人員在MES點擊“開工”按鈕,MES將生產工單信息(含生產工單號、生產的物料及對應的NC程序)傳遞到設備,設備通過識別NC程序名稱到固定的文件目錄中查找NC程序并加載。設備在加工過程中實時將報工信息傳遞到MES,MES接收并記錄這些信息。
MES工單循環作業
設備當前任務完成后,將完成信息傳遞到MES,MES將自動傳遞下一條生產任務到設備,設備繼續執行生產任務,以此循環往復。
MES插單作業
當設備生產過程中有插單需求時,由生產計劃員在MES系統中進行插單作業(修改作業數量或調整作業順序),MES系統先檢查插單操作是否影響設備當前作業的工單或者即將作業的工單,當沒有影響的時候,可以在MES中直接操作并更新任務列表;當有影響設備當前作業任務時,MES詢問設備是否可以進行插單作業,設備反饋信號至MES,MES根據反饋結果判斷是否允許當前的插單操作。插單模式又分為當前工件插單與當前工單插單,作為工單加工完成或工件加工完成插單的依據。
MES任務關閉
當生產過程中有任務關閉需求時,由計劃員在MES系統上進行關閉操作,MES系統優先判斷當前的關閉作業是否影響設備的當前生產任務,如果不影響直接關閉;如果影響就詢問設備是否可以關閉當前任務,MES根據設備的反饋結果決定是否可以執行關閉作業;如果強制關閉設備在做的當前任務,需要等待設備當前在制的產品完工后才可以關閉。
生產線動作介紹
MES 派單
MES系統分別向沖剪復合單元、激光切割單元、機器人折彎單元派發加工任務單,并可查看工單加工進展。
設備任務自識別
設備在接收到上位發送的任務后,進行任務識別,識別內容如下:
⑴沖剪復合單元:檢查機床行程、沖壓噸位等機床特性是否滿足該任務需求;檢查沖床模具,剪床刀口間隙是否準備到位。
⑵激光切割單元:檢查切割氣體是否滿足要求。
⑶機器人折彎單元:主要是折彎模具是否可行。
設備任務識別完成后,將識別結果反饋給上位控制系統,對于可執行的任務立即開始加工,對于識別失敗的任務反饋上位控制系統任務失敗原因。
多列庫單元及MES分配加工板材
沖剪復合單元、沖壓單元、激光切割單元、機器人折彎單元根據所接收的任務要求向料庫要料,由于沖剪復合單元、沖壓單元、激光切割單元、機器人折彎單元均由多列庫單元提供原材料,因此多列庫單元根據兩者請求要料的時間順序,依次向設備輸送原材料。若發現原材料沒有或數量緊張,及時向MES反饋,提示及時增補。
設備加工及信息反饋
加工設備在料庫將原材料板材輸送到位后,開始進行任務加工。設備在加工過程中對于加工信息實時向上位進行反饋,同時對于設備狀態進行實時刷新。
結束語
隨著“中國制造2025”的來臨,工業制造的自動化程度將越來越高,MES系統在鈑金加工中的應用也將越來越廣泛。MES系統地解決了鈑金加工任務合理分配的問題,大大提高了鈑金加工能力,同時也提高了鈑金加工的自動化程度,并降低了工人的勞動強度。
機床自動化、智能化的快速發展,使鈑金加工行業自動化、智能化的程度越來越高,不同機械結構的機床及配套輔機越來越多,MES系統的應用領域及范圍也必將越來越廣。
——摘自《鈑金與制作》 2020年第12期
更多MES系統 模具管理軟件 零部件MES
裝備制造MES http://m.sjzgzj.com.cn/hangyexinwen/896.html 電子MES