汽車沖壓模具前景及模具MES-M系統管理軟件解決方案
汽車沖壓模具是汽車生產的重要工藝裝備,其設計和制造時間約占汽車開發周期的2/3,是汽車換型的主要制約因素之一。汽車沖壓模具具有尺寸大、工作型面復雜、技術標準高等特點,屬于技術密集型產品。過去汽車沖壓模具普遍采用單工序模和復合模的結構設計,而隨著技術進步和裝備水平的提高,能夠降低成本、提高生產效率的多工位模、級進模逐漸應用于汽車沖壓模具的設計制造中,成為汽車沖壓模具制造技術的發展方向。
沖壓模具是對原材料進行加工,賦予原材料以完整構型和精確尺寸的加工工具,主要用于高效、大批量生產工業產品中的有關零部件。隨著現代化工業的發展,模具的應用越來越廣泛,在汽車、電子、儀器儀表、家電、航空航天、建材、電機和通訊器材等產品中,約60%-80%的零部件都要依靠模具加工成型,因此被稱為“工業之母”。

汽車沖壓模具行業的發展與下游汽車工業的發展息息相關,下游汽車行業的穩步快速發展將極大推動汽車沖壓模具行業的發展。汽車行業的穩步快速發展為汽車沖壓模具行業發展創造了良好的環境在汽車的生產過程中90%以上的零部件需要依靠模具成形,制造一輛普通轎車大約需要1,000至1,500套沖壓模具。下游汽車行業的穩步快速發展為汽車沖壓模具行業發展創造了良好的環境。
一、汽車模具生產特點
模具作為汽車產業的重要工藝裝備,是汽車制造業的工藝基礎,由于產品本身的復雜性,及其典型的單件訂單生產方式,決定了其生產不同于一般產品,特點如下:
(1) 面向訂單生產。由于訂單規格、數目、交貨期變化大,每個產品都有其特殊性,從產品訂貨決策到制造全過程,每一套模具都具有一定的獨立性,企業必須按訂單組織生產。
(2) 生產進度難以控制。由于產品是單件生產,幾乎每個產品都需要重新進行設計、工藝、技術預備等工作,因此經常無法及時把握生產進度變化,難以控制整個生產過程。
(3) 計劃多變。由于產品種類繁多,影響生產過程的不確定因素多,經常出現緊急訂單、設備故障、零部件返工返修等情況,使得計劃多變,甚至出現計劃跟不上變化,與生產實際脫節的現象。
(4) 生產治理困難。模具制造過程復雜,并且生產過程中不確定因素多,憑經驗調度無法保證整個生產過程的協調,過程控制困難,治理難度大。
二、汽車模具行業信息化應用現狀
目前,我國汽車模具行業信息化建設剛剛起步,網絡化、信息化發展水平還比較低,經過具體調研,發現主要存在以下題目:
(1) 車間治理主要依靠人工進行,無法實現生產過程中海量數據的有效治理,難以保證各個生產活動所需信息正確一致,難以及時、快速響應生產動態變化。
(2) 大部分汽車模具企業網絡化程度較低,“信息孤島”現象突出,各個部分的數據不能實時共享,從而影響了企業數據的一致性和正確性,嚴重阻礙了模具產品的開發效率。
(3) 模具生產過程缺乏有效地監控,無法實現制造過程信息及時反饋,難以及時把握生產進度和生產能力,難以對在制品進行有效跟蹤。
上述題目的存在,不利于車間生產過程信息的集成與共享,嚴重阻礙了企業信息化發展水平的進步,從而影響了企業生產效益和競爭力的進一步提升。

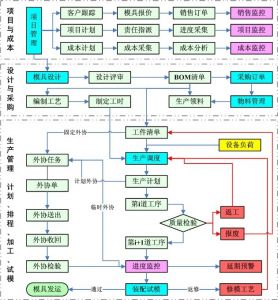
三、汽車模具行業MES系統結構
以大型關系型數據庫技術為基礎,采用面向對象技術、軟總線技術,建立開放的、靈敏的制造執行系統,從而實現對生產信息的監測、控制以及生產過程的優化治理。
頂層的計劃層是MRPⅡ/ERP等系統,其作用是治理企業中的各種生產資源、制定廠級生產計劃等,主要負責企業活動的計劃與生產決策。
處于中間層的是MES系統執行層,主要負責生產計劃的執行與控制。
生產控制層包括DCS(分布式控制系統)、PLC(可編程邏輯控制器)和DNC(分布式數控設備)等計算機控制系統,主要用來控制生產過程和設備。
MES系統提供了一種系統地在同一平臺上集成計劃排產、物料跟蹤、生產調度等功能的方式,通過與計劃層的治理系統(ERP)和底層控制系統的集成,將計劃、生產與控制緊密聯系起來,從而在計劃層和控制層之間建立了一座溝通的橋梁和紐帶。
四、汽車模具行業MES系統模塊的功能
MES系統系統主要包括計劃排產與作業調度、工位電子看板、物料跟蹤、生產本錢治理、生產統計與分析和系統治理等主要模塊,各模塊功能如下:
(1) 計劃排產與作業調度模塊
計劃排產與作業調度模塊是汽車模具MES系統的核心。在與MES系統其他模塊和ERP系統進行有效集成的基礎上,通過有限能力的作業排產,確定所有工件在設備上的加工順序,以及設備加工每道工序的開始、完工時間。當生產現場出現緊急訂單、設備故障、返工返修、生產拖期等情況時,采用公道的優化技術和方法進行生產調度,調整作業計劃和調度資源,使之與實際生產條件相適應,從而進步生產過程的連貫性,確保生產高效運行。
(2) 工位電子看板模塊
電子看板是建立在計算機網絡基礎上的一種面向車間操縱工位的可視化看板。工位電子看板模塊通過車間計算機網絡將生產任務列表及相關工藝信息及時呈現在操縱工位的看板上,向操縱職員下達生產指令,從而實現網絡派工,并向其提供操縱規程、設備、工具、物料、輔料等作業指導信息。
(3) 物料跟蹤模塊
物料跟蹤模塊運用條形碼技術跟蹤整個模具生產的全過程,實時采集在制品工序活動以及物料消耗、產品返工返修及報廢等信息,獲得每套模具的具體歷史記錄,從而使產品生產過程透明化,實現每套模具生產過程的可追溯性。
(4) 生產本錢治理模塊
按照動態作業本錢法,將用度按不同作業具體分類、回集和分配,正確劃分可變本錢和固定本錢、可控本錢和非可控本錢,依據產品BOM所描述的加工裝配過程,結合實時的數據采集信息,從低層向高層逐層累積,從而計算出車間生產本錢。它反映了產品動態增值的實際過程,能夠實時、正確地實現本錢的精確統計。
(5) 生產統計與分析模塊
生產統計與分析模塊將在和MES系統其他模塊及ERP系統進行有效集成的基礎上,實現對生產計劃、生產執行進度、質量檢驗、資源利用率等信息的統計與分析,為更好的優化生產過程,進步產品質量,維持最優的生產狀態提供支持。
(6) 系統治理模塊
對系統用戶按角色進行治理,治理其部分、崗位、職員、權限等信息,保存系統登錄記錄,保證產品信息的安全性、保密性,提供系統數據備份和數據恢復功能,確保系統安全運行。
五、汽車模具行業MES系統關鍵技術
MES系統是汽車模具行業車間信息化建設的重點,是否成功開發與應用關系著汽車模具企業信息化建設的成敗,其關鍵技術主要包括:
(1)作業排序優化技術
作業排序優化是計劃排產與作業調度的核心功能,決定了工件在設備或工作中心上的最佳加工順序。采用啟發式算法的優先調度規則法進行作業排序優化,以預先定義好的優先規則作為啟發條件,從等待的作業中選取優先級最高的作業安排加工。在加工優先級的設定中,將交貨期、零件、設備三者綜合考慮,以交貨期先后設定模具優先級;根據實際情況和經驗人為設定零件優先級;按照已排定的任務最少原則設定設備優先級。這種方法易于實現、計算復雜度低,并且加工優先級可以人為調整,使得排定的作業順序更符合生產實際。
(2)條形碼數據采集技術
條形碼數據采集技術是以計算機技術、光電技術和通訊技術為基礎的一項綜合科學技術,是一種信息識別、采集的重要方法和手段,它具有速度快、正確率高、操縱簡單、采集信息量大等優點。利用條形碼自動識別技術對生產過程的物流信息進行采集跟蹤,能夠對整個生產過程進行實時監控,記錄和處理生產中的大量數據,實現數據的可追溯、反查、報表等功能,進步治理效率和質量。
(3) 系統集成技術
為了實現異構系統產品信息的共享和交換,采用XML(可擴展標記語言)中性文件的方式來實現MES系統與ERP系統和控制系統的集成。XML技術具有開放性、易擴展性等特點,能夠在不同程序之間交換和共享數據。MES系統與ERP系統集成的信息包括生產計劃、BOM信息、工藝信息和物料信息等。這種集成方式,不僅能夠進步系統之間傳遞數據的正確性和一致性,還能夠進步信息的反饋速度,有利于信息共享。
六、汽車模具行業MES系統發展趨勢
MES系統是面向車間層的信息治理系統,它的應用給企業帶來了巨大的經濟效益。隨著信息技術發展和制造企業競爭需求,企業對 MES系統應用技術提出了更高的要求,滿足可集成性、可適應性、開放性和協同性要求是MES系統的發展趨勢。具體表現以下各個方面:
(1) 采用XML技術解決MES系統與ERP和底層控制系統之間的數據異構題目,使系統更具開放性、可集成性,融合的更緊密;
(2) 在對汽車模具MES系統軟件產品研究的基礎上,建立面向離散行業的通用解決方案,以適應離散行業各種具體實際需要;
(3) 數據挖掘、知識治理、最優化技術、精益思想等治理技術和理念將在MES系統中得到廣泛應用,推動MES系統理論向前發展;
(4) 隨著信息和網絡技術的發展,協同MES系統成為研究的熱門。
小結
通過汽車模具行業MES系統的構建,建立了生產信息共享的機制和平臺,加強了汽車模具行業生產資源及生產過程的數字化治理與控制。MES系統在計劃層與控制層之間架起了一座溝通的橋梁,起到了承上啟下的作用。
更多MES系統,模具管理軟件,零部件MES
http://m.sjzgzj.com.cn/hangyexinwen/574.html電子MES
請訪問微締官網查看。
咨詢熱線:400 029 0512