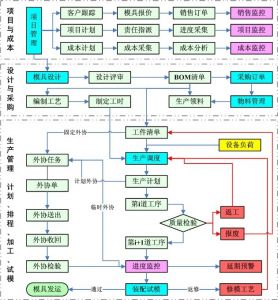
微締軟件MES系統之生產調度排產及自動計劃
生產優化調度排產及自動生成生產計劃
1.針對注塑壓鑄沖壓以及機械加工等行業。
2.產品的制造過程為:
1)注塑壓鑄沖壓工序生產;
2)機械精加工(噴涂絲印等工序),熱處理或電鍍處理等工序生產;
3)裝配交付。
3.產品P的BOM組成:P產品有P1,P2,P3三個零件組成;
P1零件由落料,沖孔,折邊三道工序生產完成;
P2零件由落料,沖孔二道工序生產完成;
P3零件由落料,落料,沖孔,折邊,鉚焊四道工序生產完成。
P產品有P1,P2,P3裝配生產完成。

調度條件:
l1. 依據定單交付日期與數量要求(或批次送貨計劃或 滾送貨動計劃),將產品訂單總數量,以此分解為產品不同P次生產計劃(產品數量+產品交付日期作為一個獨立的產品P生產計劃)。
l2. 再依據每個產品生產工藝及工序,結合產品交付計劃要素,從裝配計劃到機械加工(裝配焊接,或噴涂,絲印),熱處理,電鍍處理,再到注塑壓鑄沖壓根據各次工序的生產時間等要素進行工序倒推,核算出第 i 到道工序的最晚開工時間以及最早開工時間。
l3. 在各道工序,結合生產工藝以及設備資源負荷,各次的權重比例等要素
l 再依據訂單或客戶的重要度,最少等待時間,產品的半成品庫存,設備
l 狀態,生產工藝等條件結合各次要素的權重百分比,計算機以此進行優
l 化的調度排產,生成一個個零件Pi工序級機臺生產優先順序的加工任務。
l4. 各序最晚開工時間與最早開工時間等要素如下示意圖
調度原理

更多MES系統,模具管理軟件,零部件MES
http://m.sjzgzj.com.cn/index.php?s=/Show/index/cid/17/id/428.html電子MES
咨詢熱線:400 029 0512
上一篇:微締裝備制造MES系統解決方案